















Круглошлифовальные работы по металлу в Москве
- Готовы оказать услугу
- Доставка по РФ доступна
- Самовывоз
- Адрес производства
Основные способы шлифовки
- Шлифовка с продольными ходами
Обрабатываемая болванка после надежного крепления путем вращения перемещается вдоль собственной оси с конкретной скоростью V (миллиметров в минуту). В конце двойного либо всех рабочих ходов, обрабатываемый круг передвигается в ту сторону, которая располагается под прямым углом к оси заготовки на предварительно заданную шлифовальную глубину. Чаще всего круглая шлифовка деталей используется для обработки различных болванок, которые имеют цилиндрическую форму поверхности. Глубина подбирается в рамках значений, которые не превышают 0,05 миллиметра на ход. Чистовая обработка совершается при более малых значениях.
- Глубинная
Шлифование кругом, который подается продольным образом. Способ актуален для жестких материалов со съемом припуска до 0,4 мм в рамках только одного прохода. Главную работу выполняет конический элемент круга, а цилиндрический элемент производит зачистку. В целом такой способ может быть рассмотрен с точки зрения обдирочной шлифовки. Глубины составляют более 5 мм, скорости продольных подач разнятся от 100 до 300 (мм в минуту) за единичный ход. Под обдирочным способом понимается снятие с плоскости болванки непригодного слоя, который имеет ряд дефектов после процесса литься, проката и так далее.
- Врезная
Используется при обдирочном, а также чистовом методе. Этот метод, в отличие от первого, необходим для придания нужных геометрических форм, а также уровня шероховатости самой плоскости болванки. Шлифовка производится единственным кругом большой ширины, его высота на 1-1,5 мм превосходит длину участка шлифовки. Болванка находится без движений. Подача круга производится периодичным либо непрерывным образом. Для достижения малого отклонения формы и шероховатости кругу задается колебательное перемещение (до 3 мм) в двух направлениях (л/п).
- Комбинированный способ
Комбинация обработки с продольными ходами и врезки. Применим данный способ для длинных заготовочных материалов. На начальном этапе шлифуется одна часть при поперечной подаче, затем соседний участок. При этом края двух и последующих участков перекрываются друг другом на 5-10 мм, тем самым получается ступенчатая геометрия. По этой причине удаляется только часть припуска, а остальная (0,02-0,08 мм) устраняется двумя либо тремя продольными перемещениями, которые имеют более высокую скорость.
Области применения
- Промышленная индустрия.
- Строительная сфера.
- Машиностроение и приборостроение и другие.

Изготовление шпинделей
Создания сложных деталей - это трудоемкое и захватывающее занятие. В каждом этапе заключена не только особая технология, но мастерство, накопленное годами. Изготовление шпинделей — это сложный процесс, включающий несколько стадий обработки, каждая из которых требует высокой точности и внимания к деталям. Основой изготовления служит токарная обработка, которая позволяет придать металлической заготовке базовую цилиндрическую форму.
После токарной обработки деталь переходит на этап фрезерования. Фрезерные станки обеспечивают точное изготовление сложных профилей, пазов и крепёжных мест, которые требуются для дальнейшего использования шпинделя. На этом этапе важно соблюсти минимальные отклонения, чтобы шпиндель мог интегрироваться в механизмы и системы без каких-либо проблем.
Следующим шагом является шлифование. Шлифовальный станок удаляет остаточные микронеровности и обеспечивает идеальную гладкость поверхностей, что особенно важно для таких компонентов, как шпиндели, которые часто контактируют с подвижными частями и подвергаются высоким нагрузкам.
Завершающей стадией изготовления является термическая обработка. Этот этап необходим для придания металлу необходимых характеристик прочности и износостойкости.
Каждый из этих процессов играет свою важную роль в изготовлении, обеспечивая долговечность и соответствие требованиям клиента.

Изготовление пресс-формы для отливки пластика
В цех “БВБ Механика” поступил заказ на изготовление пресс-формы для литья пластиковых изделий. Нам предстояло разработать чертежи, определить необходимые материалы и провести расчеты, чтобы обеспечить высокое качество и точность конечного изделия. После согласования всех технических деталей с заказчиком, мы приступили к изготовлению формы.
Процесс начинался с проектирования: разрабатывались чертежи и 3D-модели, которые учитывали усадку пластика при охлаждении. Затем следовал этап фрезеровки и электроэрозионной обработки.
Заказчик остался полностью удовлетворен сотрудничеством с цехом «БВБ Механика», где все этапы работ — от разработки чертежей до выбора материалов и расчетов — были выполнены с учетом всех его требований. Особое обстоятельство вызвало то, что пресс-форма оказалась не только качественной, но и рассчитанной на более чем 1000 использований.

Шлифовка деталей из нержавеющей стали
В цех «БВБ Механика» поступил заказ на шлифовку деталей из нержавеющей стали. В данном случае шлифовка использовалась для устранения неровностей, заусенцев и других дефектов, возникших в процессе производства или эксплуатации. В результате шлифовки была достигнута гладкая и ровная поверхность.
Шлифовка проходила в несколько этапов. На первом этапе была проведена грубая шлифовка с использованием крупнозернистого абразива для устранения серьезных дефектов и подготовки поверхности к дальнейшей обработке. Затем, на втором этапе, применялись мелкозернистые абразивы, которые сглаживали поверхность и устраняли мелкие дефекты. На заключительном этапе финишной шлифовки и последующей полировки использовались войлочные круги и специальная паста для достижения окончательной гладкости поверхности. Весь процесс требовал особого контроля и высокой квалификации операторов, чтобы предотвратить возможное повреждение изделия.
для обработки изделий использовалась специальное оборудование. В зависимости от поверхности изделия применялись различные виды станков: плоскошлифовальные для обработки плоских поверхностей, круглошлифовальные для цилиндрических деталей и бесцентровые станки для обработки изделий без крепления.
По выполнению работ заказчик выразил благодарность компании «БВБ Механика» за качество выполненной работы, отметив высокий уровень производительности и контроль на всех этапах обработки.

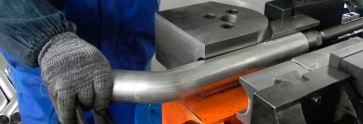
Шлифовка латунных труб
Латунные трубы активно используются в самых разных отраслях благодаря своей прочности и эстетическим качествам. Однако со временем на их поверхности могут появиться царапины, потертости и налет, что негативно влияет на внешний вид и эксплуатационные характеристики. В таких случаях спасением является процесс шлифовки – технологический этап, который обеспечивает исходную гладкость и блеск.
Одним из недавних наших проектов стала шлифовка латунных труб для дизайнерского освещения в новом ресторане в центре Екатеринбурга. Клиент хотел безупречного качества, так как трубы должны были стать ключевой частью интерьера, сохраняя современный и стильный характер.
Мы работали с трубами разного диаметра, некоторые из них имели значительные повреждения поверхности из-за неправильного хранения. В результате тщательной шлифовки нам удалось полностью восстановить первоначальный вид труб и придать им дополнительный блеск, который прекрасно сочетался с концепцией интерьера заведения. Клиент остался очень доволен результатом, отметив, что все его ожидания были не только оправданы, но и превзойдены.



Заказывали гибку арматуры для фундамента в город Калининград. Изначально были опасения, что могут возникнуть задержки с производством или какие-то проблемы с качеством, но все тревоги оказались напрасными. Уже через пять дней все было готово, тщательно упаковано и доставлено в целости и сохранности. Очень удобно, что все этапы работ выполнены в одном месте. Впечатления самые положительные, и в будущем обязательно снова обратимся.

Работаем с "БВБ-Механикой" уже более семи лет, и за это время компания ни разу не подвела. Особенно хочется отметить их высокий уровень профессионализма. Удобное расположение производства дает возможность без труда добираться до объектов в Москве и области, а круглосуточный режим работы помогает решать задачи в кратчайшие сроки. Никаких сбоев, все четко. Если бы все компании в стране работали так, жить и работать стало бы гораздо проще.

Может кому-то просто не повезло или не сложился диалог. Мы лично заказывали в Красногорск на объект отливы аллюминиевые 150 мм., правда 6-ти метровые забирали (монтажникам было удобнее на объекте резать самим), с порошковой покраской. Вполне себе нормальный объëм, мы забрали через 3 дня, всё аккуратно упаковано и отгружено. Кстати должны были забрать через неделю, отзвонилась, обозначились через 3 дня, так что современные покрасочные камеры и сушилки видимо присутствуют тоже.

Профессиональный уровень переработки металла. Большой парк оборудования. Штатные эксперты на каждом участке. Расположение производства позволяет без труда и временных затрат быстро добираться до МКАД и центральных объектов города. Работают и отгружают заказы круглосуточно, что немаловажно. Все указанные характеристики стабильны на протяжении пяти лет сотрудничества.
Основные плюсы — высокая точность размеров, минимальные допуски и отличное качество поверхности.
Метод применяется для обработки валов, осей, втулок, роликов и других деталей цилиндрической формы.
Круглошлифовальные работы выполняются для стали, нержавейки, чугуна, а также цветных металлов и сплавов.
Шлифование используется как финишная операция после токарной или фрезерной обработки для достижения точных параметров.
Да, мы выполняем шлифовальные работы по чертежам, технической документации и требованиям заказчика.
Как правило, нет — шлифование является финишной операцией.
Свяжитесь с нами напрямую.
Наш менеджер свяжется с вами удобным для вас способом.